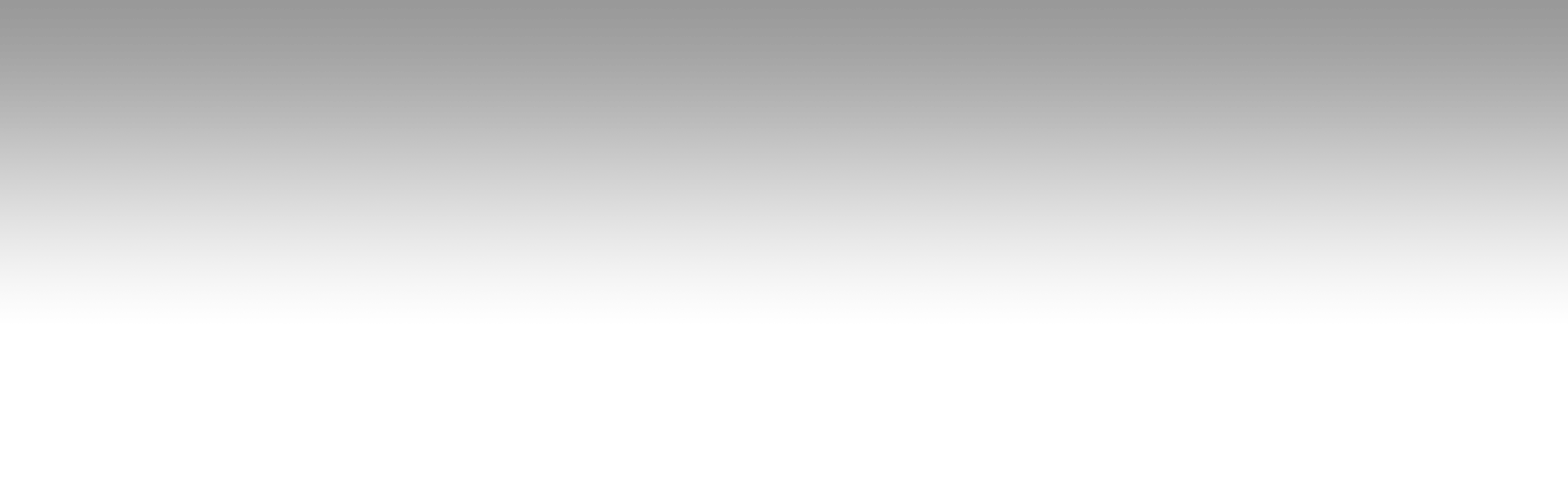
What is the method of winding the rotor coil of an electric motor?
Basically, the rotor winding is divided into two types: squirrel cage type and wire-wound type. Squirrel cage type structure is simpler, its winding used to be embedded copper bars, most of the current use of cast aluminum, special double squirrel cage rotor with two sets of squirrel cage bars. Wire-wound rotor winding and stator winding is the same, but also divided into iterative and another wave winding. The shape of the wave winding is similar to the iterative winding, but the wiring is different, its basic element is not the whole coil, but a single-turn unit coil, embedded in the need to be welded one by one into a coil group. Wave winding is generally used in the rotor winding of large AC motors or the armature winding of medium to large DC motors.
Motor winding requires a prior understanding of basic motor principles. Equation for induced voltage of a moving wire in a magnetic field (without load) Induced voltage across the wire (e) = wire speed (v) x magnetic flux density vector (B) x length of the wire in the magnetic field (l). e = v x B x l
When the motor is running at a steady speed, the value of (e) rises to equal the external voltage (V), and the current tends to zero, then the speed equation is equal to: wire speed (v) = external voltage (V) / (flux density vector (B) x length of the wire in the magnetic field (l)). v = V / (B x l) So, the wire speed (v) is inversely proportional to the length of the wire (l), provided the external voltage is constant. The wire speed (v) is inversely proportional to the length of the wire (l). That is: the shorter the wire, the faster the speed. But not too short, otherwise the starting current is too large, the motor can not move.
In fact, there are many ways to wind the wire.
The principle is:
The longer the wire, the greater the torque, the slower the speed. Conversely, the shorter the wire, the smaller the torque, the faster the speed. As for some use of jumper (
Winding order changes) way, emphasize that there are unexpected results, because I can not find the theoretical basis, and I think that the smoothness of the winding is more important than everything.
Assemble the motor firstly, install the two magnets to both sides of the motor shell, and then insert the core of the motor wound with enameled wire into the motor shell, and finally install the cover of the motor and the motor shell, and then it is finished.
Attention:
The diameter of enameled wire from 0.4-0.7mm varies, according to the diameter size of the enameled wire there are different winding methods.
Such as 0.6mm diameter or more can only be used in single-wire winding, 0.45mm to 0.57mm diameter can be used in double-wire winding, 0.4mm to 0.5mm diameter enameled wire can be used in triple-wire winding.
To overcome the different runway winding method is different, such as the need for greater endurance runway can be used for small diameter enameled wire single line around the circle, such as 0.45mm single line around 28 laps, super straight runway can be used for 0.7mm enameled wire around the circle of 9 laps, for the large ramp runway such as the lightning Flying Dragon ring can be used for 0.62mm enameled wire 13 laps, and the integrated runway such as the five-rail dragon can be used for 0.51 enameled wire Double wire 9 turns.
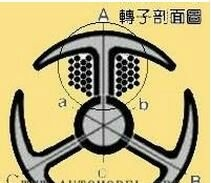
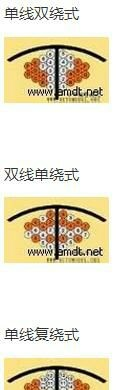
In general, 5MM single wire should be wound more than 12 turns. For high speed, the enameled wire should be merged into one wire, which is called “multi-wire single winding method”. For high torque, a single wire can be used, either by the “pyramid winding method” or the “single wire rewinding method”. If you want to balance the speed and torque, you can use a high speed rotor with a high torque magnet, or a high torque rotor with a thin magnet.
The more wires you wind, the higher the torque and the slower the speed of the motor. Improving motor performance depends on what kind of motor you need: if you need high torque, you need to wind more wires, usually a single wire or a single double wire. If you need speed, you need to use multiple enameled wires. The main point of the motor winding is to be high saturation, that is, between the line and the line to line up closely, do not leave gaps. The thicker the diameter of the enameled wire, the higher the current, but pay attention to the arrangement.
Generally hand winding enough turns is good, want to be beautiful, to use the winding machine machine winding, for example, according to the following industrial requirements:
Code of Practice for Stator Coil Winding Processes
1. Scope of application This code applies to the winding of stator windings and rotor windings of single-phase and three-phase asynchronous motors.
2. Materials 2.1 Electromagnetic wire: enameled copper round wire. 2.2 Cotton string.
3 EQUIPMENT AND TOOLS 3.1 Winding machines with counters and equipped with wire shelves for bobbins and felt-lined clamps and tensioning devices. 3.2 Winding dies. 3.3 General tools commonly used for winding wire: wire cutters, scissors, wrenches, calipers 3.4 Inspection tools and instruments: micrometers, turn counters. 3.5 Work station apparatus.
4. Process preparation 4.1 Prepare technical documents and materials required for coil winding and tools required for winding 4.2 Check the wire diameter and set the wire bobbins on the shelves (see the attached table for the parameters of commonly used enameled copper round wires). 4.3 Check the size of the wire mold and install it on the spindle of the winding machine. 4.4 Test run: adjust the rotating speed of the winding machine, calibrate the counter and set it to zero position. 4.5 Wrap and fix the end of the enameled copper round wire on the spindle of the winding machine, and then tighten the enameled copper round wire to the appropriate tightness (make the enameled wire straight, and not to cause the enameled wire to be pulled thin and damage the insulation as appropriate).
5. Process 5.1 Leave the beginning end of the wire at the proper length according to the regulations, and fix it on the pin made by the winding machine. 5.2 Start the winding machine, winding the first coil, wire in the slot from left to right neatly arranged, close, no cross. When the counter reaches the specified number of turns, stop the machine 5.3 Leave out the connecting wire and wind the rest of the coils in the same way. 5.4 Leave out the end lead at the specified length and cut the wire. 5.5 Remove the winding mold, take out the coils one by one and gang tie the top and bottom of the coils. 5.6 Complete the winding of the whole motor according to 5.1 to 5.5, check it with the turn counter and then tie it up, and put it neatly in the work station where the coil is stored.
6. Quality Inspection 6.1 The first piece of each batch of wound coils shall be inspected and passed according to the relevant technical documents before being put into production. 6.2 The following items shall be checked during normal production 6.2.1 The number of turns of each coil shall be in accordance with the requirements of the drawing by using a turns tester. 6.2.1 The number of joints of the conductor shall not exceed one in each coil, two in each phase coil, and four in each motor, and the joints shall be at the beveled edges of the ends, and their wrapping shall be in accordance with the provisions of clause 7.1. 6.2.3 The coils in the workstation apparatus shall be arranged neatly without damaging the insulation.
7. Technical safety and precautions 7.1 When insufficient wire length or broken wire is found in the winding, soldering is allowed, but the following provisions must be observed. 7.1.1 The position of the joint is allowed only at the end of the coil on the diagonal edge. 7.1.2 Welding shall ensure good contact, sufficient mechanical strength and a smooth surface. 7.1.3 The length of the insulation sleeve at the joint shall be more than 15mm longer than the overlap of the wire insulation. 7.2 The wire shall be carefully observed when winding, and if there is any place where the insulation is damaged, it shall be carried out in accordance with the provisions of 7.1.1 to 7.1.3, but there shall be no more than one place for each coil, and no more than two places for each phase of the coil. 7.3 The wound coils shall be neatly placed in the clean workstation apparatus, and their stacking height shall not exceed 0.5m, and no bending and deformation shall be allowed. 7.4 Check the wire gauge every time you change a coil of wire, and use it only after it is qualified. 7.5 The machine should have a reliable grounding protection device.