
NEWS CENTER
ж–°й—»дёӯеҝғ
жүӢ жңәпјҡ+86 13823531619
йӮ® з®ұпјҡxhautomatic@foxmail.com
з”ө иҜқпјҡ+86 0769-82222336
зҪ‘ еқҖпјҡwww.xhautomatic.com
ең° еқҖпјҡдёңиҺһеёӮеҜ®жӯҘй•ҮжІҝжІіеҢ—и·Ҝ7еҸ·жқҫж№–жҷәи°·дә§дёҡеӣӯD2ж Ӣ4жҘј
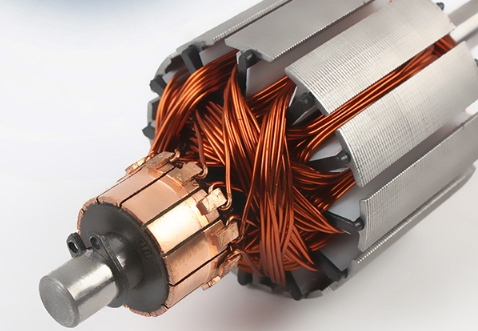
жңүеҲ·з”өжңәиҪ¬еӯҗз»•зәҝжҳҜеҶіе®ҡз”өжңәжҖ§иғҪгҖҒеҜҝе‘Ҫе’Ңз”ҹдә§ж•ҲзҺҮзҡ„ж ёеҝғе·ҘиүәпјҢе…¶з»•зәҝж–№ејҸе’Ңз»“жһ„и®ҫи®ЎзӣҙжҺҘеҪұе“Қз»•з»„з”өйҳ»гҖҒзҒ«иҠұеӨ§е°ҸгҖҒй“ңиҖ—е’ҢиғҪж•ҲиЎЁзҺ°пјҢд»ҘдёӢд»Һз»•зәҝз»“жһ„еҲҶзұ»гҖҒдё»жөҒз»•зәҝж–№ејҸгҖҒе·ҘиүәдјҳеҢ–ж–№еҗ‘е’Ңи®ҫеӨҮзү№зӮ№еҮ дёӘж–№йқўе…·дҪ“иҜҙжҳҺпјҡ
еёёи§Ғзҡ„з»•зәҝз»“жһ„и®ҫи®Ў
1. дј з»ҹеҜ№еә”ејҸз»“жһ„пјҡжҢӮй’©дёҺзәҝж§ҪдёҖдёҖеҜ№еә”
дј з»ҹжңүеҲ·з”өжңәиҪ¬еӯҗдёӯпјҢжҚўеҗ‘еҷЁжҢӮй’©ж•°йҮҸгҖҒй“ҒиҠҜзәҝж§Ҫж•°йҮҸдёҺзәҝеңҲж•°йҮҸе®Ңе…ЁзӣёзӯүпјҢжҜ”еҰӮ20ж§Ҫй“ҒиҠҜеҜ№еә”20дёӘжҚўеҗ‘жҢӮй’©пјҢз»•зәҝж—¶жҜҸз»•е®ҢдёҖдёӘзәҝеңҲе°ұйңҖиҰҒжҢӮдёҖж¬Ўй’©гҖӮиҝҷз§Қз»“жһ„зҡ„ж ёеҝғй—®йўҳжҳҜпјҡеҪ“жҚўеҗ‘еҷЁеӨ–еҫ„иҫғе°ҸгҖҒжҢӮй’©ж•°йҮҸиҫғеӨҡж—¶пјҢзәҝеңҲеңЁжҢӮй’©еӨ„зәҝй—ҙи·қиҝҮе°ҸпјҢе®№жҳ“еҮәзҺ°еҢқй—ҙзҹӯи·Ҝпјӣзәҝеҫ„иҫғзІ—ж—¶зӮ№з„ҠйҡҫеәҰеӨ§пјҢз”ҹдә§ж•ҲзҺҮдҪҺгҖӮ й’ҲеҜ№иҝҷдёӘй—®йўҳпјҢдёҡеҶ…жҸҗеҮәдәҶжҚўеҗ‘зүҮеҮҸеҚҠдјҳеҢ–ж–№жЎҲпјҡе°ҶжҚўеҗ‘зүҮ/жҢӮй’©ж•°йҮҸзӣҙжҺҘеҮҸеҚҠпјҢжјҶеҢ…зәҝжҜҸз»•е®ҢдёӨдёӘзәҝеңҲеҶҚеңЁжҢӮй’©еӨ„з”өиҝһжҺҘпјҢж—ўеўһеӨ§дәҶзәҝй—ҙи·қзҰ»ж¶ҲжҺүзҹӯи·ҜйҡҗжӮЈпјҢеҸҲжӢ“е®ҪдәҶжҢӮй’©е®ҪеәҰжҸҗеҚҮзӮ№з„Ҡж•ҲзҺҮпјҢеҮҸе°‘жҢӮй’©ж¬Ўж•°жҸҗй«ҳз»•зәҝж•ҲзҺҮпјҢи•һеҗҺеҸҜе®һзҺ°з”өжңәеҠҹзҺҮжҸҗеҚҮ2-4%жҲ–й“ңиҖ—йҷҚдҪҺпјҢзӣ®еүҚеҸҢйЈһз»•зәҝе·Ҙиүәдёӯе·Із»Ҹе№ҝжіӣеә”з”Ёиҝҷз§ҚдјҳеҢ–ж–№жЎҲгҖӮ
2. з»•и„–ејҸеүҜз»•з»„з»“жһ„
дј з»ҹж»ЎеҢқж•°дё»з»•зәҝи®ҫи®ЎпјҢеңЁйҷҗе®ҡз”өжңәжҖ§иғҪе’Ңе®ҡеӯҗеҸӮж•°зҡ„жғ…еҶөдёӢпјҢе®№жҳ“еҮәзҺ°иҪ¬еӯҗз»•з»„з”өйҳ»еҒҸе°Ҹзҡ„й—®йўҳпјҡз”өжңәйҮҚеӨҚеҗҜеҒңж—¶пјҢеҗҜеҠЁз”өжөҒиҝҮеӨ§дјҡеҜјиҮҙзўіеҲ·жҺҘи§ҰзҒ«иҠұеўһеӨ§пјҢеҠ йҖҹзўіеҲ·дёҺжҚўеҗ‘еҷЁзЈЁжҚҹпјҢзӣҙжҺҘеҪұе“Қз”өжңәеҜҝе‘ҪпјҢиҝҳдјҡеёҰжқҘйҡҗжӮЈгҖӮ
з»•и„–ејҸз»•з»„з»“жһ„й’ҲеҜ№иҝҷдёӘй—®йўҳеҒҡдәҶж”№иҝӣпјҡ
еңЁжҜҸдёӘдё»з»•зәҝз»„д№ӢеҗҺпјҢдёІиҒ”дёҖдёӘеҢқж•°д»…дёәдё»з»•з»„1%-10%зҡ„еүҜз»•зәҝз»„
еүҜз»•зәҝз»„дёҚз»•еңЁй“ҒиҠҜзәҝж§ҪеҶ…пјҢиҖҢжҳҜйҮҚеҸ з»•еҲ¶еңЁиҪ¬еӯҗй“ҒиҠҜз«ҜйғЁдёҺжҚўеҗ‘еҷЁд№Ӣй—ҙзҡ„"иҪ¬еӯҗи„–"дҪҚзҪ®
жүҖжңүз»•з»„д»ҺйҰ–дёӘжҢӮй’©ејҖе§ӢпјҢдҫқж¬Ўз»•е®ҢжүҖжңүдё»гҖҒеүҜз»•з»„еҗҺз»“жқҹдәҺи•һеҗҺдёҖдёӘжҢӮй’©пјҢдёҚж”№еҸҳеҺҹжңүдё»з»•з»„зҡ„з»•зәҝ规еҫӢпјҢд»…йҖҡиҝҮеўһеҠ е°‘йҮҸз»•з»„жҸҗеҚҮжҖ»з”өйҳ»пјҢжҠ‘еҲ¶еҗҜеҠЁз”өжөҒпјҢйҷҚдҪҺзЈЁжҚҹгҖӮ
дё»жөҒз»•зәҝз”ҹдә§ж–№ејҸ
зӣ®еүҚе·ҘдёҡеҢ–з”ҹдә§дёӯпјҢжңүеҲ·з”өжңәиҪ¬еӯҗз»•зәҝдё»иҰҒйҮҮз”ЁеҸҢйЈһеҸүиҮӘеҠЁз»•зәҝе·ҘиүәпјҢзү№зӮ№еҰӮдёӢпјҡ
еҸҢйЈһеҸүз»•зәҝзҡ„дјҳеҠҝ
зӣёжҜ”еҚ•йЈһз»•зәҝпјҢеҸҢйЈһз»•зәҝдёҖж¬ЎеҗҢж—¶з»•дёӨз»„еҜ№з§°зәҝеңҲпјҢз»•зәҝж•ҲзҺҮжӣҙй«ҳпјҢиҖҢдё”иҪ¬еӯҗеӨ©з”ҹеҠЁе№іиЎЎжӣҙеҘҪпјҢеӣ жӯӨеӨ§йғЁеҲҶе·ҘеҺӮйғҪйҮҮз”Ёиҝҷз§Қе·ҘиүәпјҢйҖӮй…Қ8ж§ҪеҸҠд»ҘдёҠзҡ„з»қеӨ§еӨҡж•°жңүеҲ·з”өжңәиҪ¬еӯҗпјҢе°Өе…¶йҖӮеҗҲжұҪиҪҰEPSз”өжңәгҖҒз”өеҠЁе·Ҙе…·з”өжңәзӯүй«ҳж§Ҫж»ЎзҺҮйңҖжұӮзҡ„еңәжҷҜгҖӮ
дё“з”Ёи®ҫеӨҮеҸӮж•°зү№зӮ№
е•Ҷз”ЁеҸҢйЈһеҸүз»•зәҝжңәзҡ„ж ёеҝғйҖӮй…ҚеҸӮж•°дёәпјҡ
еҸӮж•° | иҢғеӣҙ |
йҖӮз”Ёй“ҒиҠҜеӨ–еҫ„ | ПҶ20пҪһ80mm |
йҖӮз”Ёй“ҒиҠҜеҸ еҺҡ | 20пҪһ100mm |
йҖӮй…ҚжјҶеҢ…зәҝзәҝеҫ„ | ПҶ0.1пҪһ1.1mm |
йЈһеҸүйўқе®ҡиҪ¬йҖҹ | 3000rpm |
иҝҷзұ»и®ҫеӨҮйҮҮз”ЁдәӨжөҒдјәжңҚзі»з»ҹжҺ§еҲ¶пјҢеҠЁдҪңеҗҜеҠЁеҝ«гҖҒзІҫеәҰй«ҳпјҢж”ҜжҢҒеҚ•ж§ҪеҚ•й’©гҖҒеҚ•ж§ҪеҸҢй’©гҖҒеҸҢеұӮеҸ з»•зӯүеӨҡз§Қз»•зәҝж–№ејҸпјҢиҝҳеҸҜд»ҘеҜ№жҺҘеүҚеҗҺиҮӘеҠЁеҢ–з”ҹдә§зәҝпјҢйҖӮеҗҲжү№йҮҸз”ҹдә§гҖӮ
з»•зәҝе·Ҙиүәеёёи§Ғй—®йўҳдёҺдјҳеҢ–
1. з»қзјҳзҹӯи·ҜйЈҺйҷ©дјҳеҢ–
дј з»ҹиҪ¬еӯҗеңЁжҚўеҗ‘еҷЁдёҺз”өжһўд№Ӣй—ҙйңҖиҰҒе®үиЈ…еӨҡдёӘеһ«еңҲ并ж¶ӮеҲ·з»қзјҳж¶ӮеұӮпјҢз»қзјҳзјқйҡҷе®№жҳ“еңЁз»•зәҝж—¶еҮәзҺ°еҚЎзәҝпјҢеўһеҠ жҚўеҗ‘еҷЁдёҺз”өжһўзҹӯи·Ҝзҡ„йЈҺйҷ©гҖӮзӣ®еүҚиЎҢдёҡеёёз”ЁдјҳеҢ–ж–№жЎҲжҳҜйҮҮз”ЁдёҖдҪ“ејҸзәёиҙЁиҪ¬еӯҗеҘ—з®ЎпјҢйҖҡиҝҮиҮӘеёҰзҡ„е®үиЈ…жңәжһ„еҝ«йҖҹеӣәе®ҡеңЁиҪ¬иҪҙдёҠпјҢеҪўжҲҗе°Ғй—ӯйҡ”з»қз©әй—ҙпјҢиғҪжңүж•ҲйҷҚдҪҺеҚЎзәҝжҰӮзҺҮпјҢеҮҸе°‘зҹӯи·ҜйЈҺйҷ©гҖӮ
2. еӨҡиӮЎе№¶з»•зҡ„йҖүжӢ©йҖ»иҫ‘
еҰӮжһңйңҖиҰҒеӨ§жҲӘйқўз§Ҝзҡ„з»•з»„пјҢйҖҡеёёдјҡйҖүжӢ©еӨҡиӮЎз»ҶжјҶеҢ…зәҝ并绕пјҢиҖҢйқһеҚ•иӮЎзІ—зәҝпјҢж ёеҝғеҺҹеӣ жҳҜпјҡ
е·ҘиүәеұӮйқўпјҡеҚ•иӮЎзІ—зәҝпјҲзәҝеҫ„пјһ1.0mmпјүз»•зәҝйҡҫеәҰеӨ§пјҢејҜжҠҳж—¶е®№жҳ“ж“Ұз ҙжјҶзҡ®йҖ жҲҗдјӨзәҝпјҢеӨҡиӮЎе№¶з»•еҸҜд»ҘдҪҝз”ЁйҖҡз”Ёи®ҫеӨҮе®ҢжҲҗпјҢдёҚйңҖиҰҒе®ҡеҲ¶йқһж Үи®ҫеӨҮпјҢйҷҚдҪҺз”ҹдә§жҲҗжң¬
жҖ§иғҪеұӮйқўпјҡеӨҡиӮЎе№¶з»•еҸҜд»ҘеүҠејұз”өжөҒйӣҶиӮӨж•Ҳеә”пјҢзӣёеҗҢжҲӘйқўз§ҜдёӢиҝҮз”өжөҒиғҪеҠӣжҜ”еҚ•иӮЎзІ—зәҝжӣҙејә
з»ҙдҝ®еұӮйқўпјҡз»ҶжјҶеҢ…зәҝеә“еӯҳжӣҙжҷ®еҸҠпјҢз»ҙдҝ®ж—¶жӣҙе®№жҳ“жӣҝжҚўпјҢе”®еҗҺжӣҙж–№дҫҝгҖӮ




